The global Food Grade Sink market has witnessed a paradigm shift toward integrated workstation designs and high-purity materials. In the wake of heightened global hygiene standards, industrial food processing units and commercial hospitality sectors are demanding sinks that exceed traditional durability. Today, "Food Grade" is no longer just a label; it represents a comprehensive standard involving SUS304 or SUS316 stainless steel, zero-lead composition, and anti-condensation technology.
Major markets in North America and Europe are pivoting towards 16-Gauge thickness for structural integrity, while the Asia-Pacific region is seeing a surge in demand for PVD-coated Nano sinks that offer antimicrobial properties. The integration of AI in manufacturing—from laser cutting to robotic welding—has allowed for tighter tolerances and R10 round corners that eliminate bacterial hiding spots.

Integration of waterfall faucets, digital temperature displays, and sensor-based drainage systems are becoming standard in high-end food-grade sinks.
New-generation Nano-PVD coatings create a lotus-leaf effect, making sinks oil-resistant and significantly reducing the growth of surface bacteria.
The rise of composite granite and recycled stainless steel reflects a global move toward sustainable manufacturing and circular economy principles.
International buyers, from luxury real estate developers in Dubai to commercial kitchen designers in New York, prioritize certification compliance (such as cUPC, NSF, and CE). Global procurement strategies have shifted from "lowest cost" to "total value of ownership," focusing on ease of installation and long-term maintenance costs.
Focus on "Workstation Sinks" that include cutting boards, colanders, and drying racks. Deep double bowls (33-inch+) are preferred for large family meal preps.
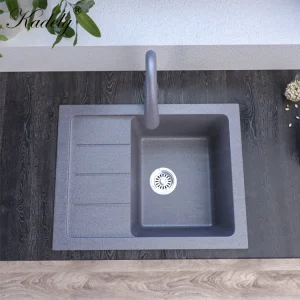
Preferences lean toward sleek, minimalist undermount designs in Matte Black or PVD Gold, matching integrated kitchen aesthetics.

As a leading Chinese manufacturer based in the industrial heart of Guangdong, Guangzhou Nura Kitchen Co., Ltd. provides unparalleled advantages in the food-grade sink sector:
Guangzhou Nura Kitchen Co., Ltd. is a leading manufacturer and supplier specializing in innovative kitchen appliances and cooking solutions. Located in Guangzhou, Guangdong Province, the company operates modern production facilities equipped with advanced assembly lines, research and development centers, and quality inspection systems. Nura Kitchen focuses on creating durable, user-friendly appliances designed to meet the needs of modern households, offices, and commercial kitchens.
The company’s main business includes the production and distribution of electric cooking pots, electric lunch boxes, electric kettles, water heating cups, and multifunctional kitchen devices. These products are designed to improve cooking efficiency, save time, and provide convenient solutions for daily meal preparation. Nura Kitchen also offers customized solutions for bulk buyers and international distributors, ensuring high-quality products and reliable service for a wide range of customers.
Guangzhou Nura Kitchen employs a skilled team of engineers, product designers, quality control specialists, and sales professionals. The company emphasizes strict quality management, continuous innovation, and customer-oriented service. By combining practical designs with advanced technology, Nura Kitchen delivers kitchen appliances that enhance convenience, efficiency, and safety in cooking. Committed to excellence, Guangzhou Nura Kitchen Co., Ltd. continues to expand its reach in both domestic and international markets, providing reliable, smart, and innovative kitchen solutions.